
一、什么是SPS精益流线化生产体系(单件流生产体系)?
1、SPS精益生产单件流与传统大流水生产模式的区别走进任何一家工厂,如果看到它的机器设备,是以同一功能类别将其集中在同一区域内的布置方式(例如:车缝小组平车机器区、集中小烫区域、尾部大烫区、专机区及包装区、成品区等等的布置方式),那么,这就是传统的大流水生产方式。这种依设备的功能类别集中布置的方式,就称之为“水平式布置”。是水平式的布置,物品就必须在每一个制程间搬来搬去,而形成搬运的浪费和流程的不清晰。
为了减少这种搬运的浪费,所以就认为,每一次的搬运数量要越多越好, 如此才能减少搬运的次数,因而又形成了生产批量越大越好,而有了所谓批量生产的方式。因为是批量生产关系,必须等到每一批都满量,才能搬运到下一制程去,所以不但产品的制程时间拉长了,同时在制品的数量也跟着增加,生产所需要的空间当然又增加,更造成了制程与制程间的搬运距离,同时又加大了过程中的库存数量(变相加大了企业的资金周转量)以及延长了物品的周转时间。
此外,认为要充分利用设备的稼动率(指机器设备运用的效果指标),所以前制程完成的在制品,只要下制程的某一台机器设备有空的话,就先安排进去,造成同一产品可在每一台相同功能的机器设备中生产,而形成所谓乱流的生产方式。一旦有不良品发生时,不但难以确认出到底是在那一台机器设备发生的,是由何人做出来的,且又因为是批量生产的关系,不良品要被发掘出来的时效性就被延误了,而增加了发掘不良来源的困难。上述种种原因,最后就形成了作业者
每天的工作中,有大部分属于无附加价值的浪费。溯本追源,都是因为水平式的批量生产方式所造成。
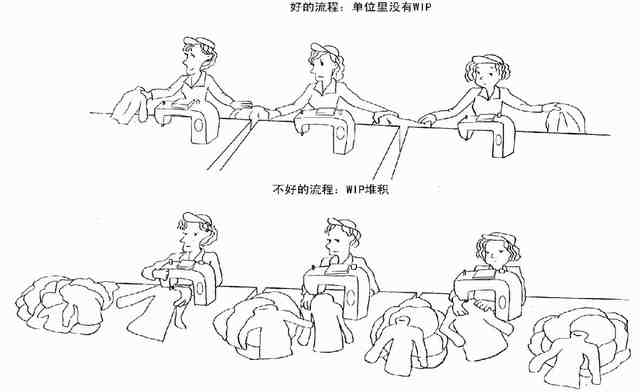
SPS的精益流线化生产方式,是依产品工艺流程将机器设备依制程加工顺序,一部紧接着一部连接起来的方式来布置。此种布置方式被称为“垂直式布置”,简单的讲由原来的设备、流程服务于人, 转化为设备、人员都服务于产品加工流程。所以生产线的区域名称,一般是以生产线专长来称呼:例如:上装专业生产线、裤子专业生产线、快速翻单生产线等等。此种方式就称之为流线化生产。此种方式,将各制程有效的衔接在一起。前制程做完一件衣服, 就即刻下一制程继续加工,以完成整个加工到成品为止,所以制程之间没什么搬运距离,也没什么在制品,因此在制品数量可以大幅降低,生产空间也跟着减少了。不良品一旦发生了, 就可即刻被发觉出来, 而且很容易地被确认出由哪一台机器哪一个作业员做出来,对不良品的消除更有帮助,消除了一大堆的浪费,劳动生产力自然就提升上来了。更重要的是,制程时间大幅缩短,更能满足市场需求弹性变化的要求。
市场上的需求有许多种,其一就是计划变更及设计变更。这一需求越来越多,充分的接受计划变更之后,在最短时间内将它做完是最好的。 SPS流线化生产的制程时间(例:2天 )较批量生产的制程时间(例:10天)更短,就表示流线化生产方式仍能在 2天前接受市场需要的变更,而批量生产则必须在10天前才可以。
所以,SPS流线化生产是对市场需要变更的对应非常灵活的方式。同时,因为生产周期时间变短,所以在制品也就跟着大幅减少了。流线化生产方式可说是多重效果的生产方式,这也是未来的生产方式,为了长久的生存,我们就必须改变现有的批量生产方式,而朝流线化生产方式迈进(如图1)。
单件流与批量生产的主要差别,除了机器设备的布置方式不同之外,还有下列的相异点:
(一)合理化的方向
批量生产设备是以水平式布置为主,合理化的方向自然就以一个人操作多台同一功能的机器设备位为改善的目标,此种方式也称为“多机台作业”。与此相对的,单件流方式的合理化方向,是以一个人去操作数个不同制程的机器设备为改善的目标,虽然也是操作多台机器,但是这些都是不同制程的机器,因此特称为“多制程作业”。 SPS的合理化方向,就是朝“多制程作业”方式来努力。
(二)作业员的技能
批量生产的多机台作业的方式,作业员都是操作同一制程的设备,所以车缝工还是车缝工位,小烫还是小烫,手工还是手工,仅拥有一种工作技能,称为“单能工”。另一方面,单件流则以多制程作业为合理化方向,一个作业员必须以拥有能同时操作车缝、小烫及专机的多种工作技能为主,称为“多能工”。换句话说,SPS作业员的训练方向, 是以多能工为培养的对象,而非以训练同一工作技能的工作速度为对象。特别值得一提的是,在批量生产中,强调的是工种,单一技能,而在SPS生产中, 强调的
是工序站点,按节奏时间分配,没有工种之分,对员工的技能提升有很大的改善,从原有只能操作1-2种工序的,提升到3-5,或更多技能,品质、流程方面也得到相应改善和保障(如图2)。

(三)在制品的流向
批量生产是以一个批量为单位,由前一制程流向下一制程,只要下一制程某一台机器设备有空的话,就可排入生产。因此,第一批在制品都有可能在每一台机器间流动,此种流动的方式称为“乱流方式”。制程愈多,以及同一制程的机器台数愈多,则乱流的程度也愈高,因其可能的组合方式也愈多之故,也因而造成愈多的浪费。单件流是以产品类别建立的生产线,同一产品就仅在该产品的生产线上生产,不会随意跑到别种产品的生产线上。所以,在制品的流向都是很清楚地在某一条生产线上流动,称之为“流线化方式”。
(四)机器设备选用
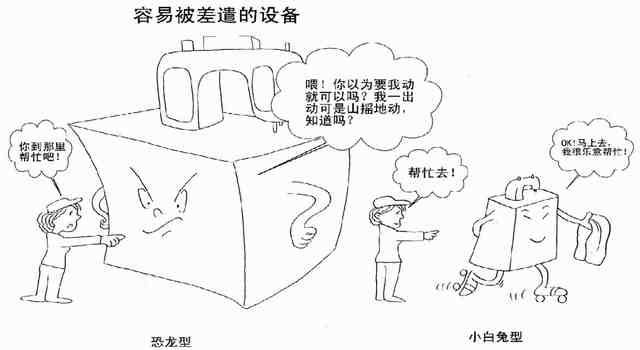
批量生产并不是经由材料到成品一气呵成的生产方式,而是以水平式布置的生产方式为主。因此,效率的改善就偏重在个别的制程上,自然而然就会注重机器与设备的能力与速度,总是考虑采用可以做多方面使用的大型专业设备以及高速度、高产能的机器,使得机器设备变成了大型化,价钱高昂,因而又形成强调稼动率的提高,无形之中产生了制造过多的浪费。与此相对的,
单件流注重的是,由材料到成品一气呵成的整条生产线, 工作速度的平衡与流畅,因此注重的是速度适当稳定、品质好的专用机器,以及小型、价廉,运转速度不用太快,强调可动率的机器设备,只要不会搞乱整体流线化生产方式比较保守的机器设备就可以了(如图3)。
综上而述,SPS 精益流线化生产模式就是以丰田精益生产的理念及改善原则,结合服装行业加工的特性及传统方式的改变,而形成新的生产方式:采用流动的、顺畅的、连贯的流程设计,将人、材料、设备有机的结合起来,通过组织体系,将技术、技能、改善进行联动最优化的生产方法,我们称之为流线化生产方式。 ( SPS就是英文 Streaming Production System的缩写)
中南亚太(国际)顾问咨询机构编著:生产系统专家谢俊芝
编辑:商品供应链顾问洪志业
(下期待续)
相关新闻>>
关于组织开展2024年数字辽宁智造强省专项资金(智造强省方向)申报工作的通知
郝鹏书记在辽阳“小北河—中国袜业名镇”宣讲党的二十届三中全会精神
看辽阳•小北河袜业高质量发展推介活动如何助力当地打造袜业新引擎
关于辽宁组织参加2024中国国际服装服饰博览会(秋季)的通知
中国服装设计师协会“走进丹东”下午茶沙龙暨辽宁(丹东)服装行业创新发展交流座谈会
关于辽宁组织参加2024中国国际服装服饰博览会(春季)的通知
大连工业大学服装学院刘敬源同学以第一名的成绩荣获“赢家时尚杯”第28届中国时装设计“新人奖”
劳模风采 | 全国纺织工业劳动模范——张存:魅力英华 泳动世界 乘风破浪 砥砺前行
劳模风采 | 全国纺织工业劳动模范——王丹凤:一针一线做足实功 锚定目标风雨兼程
科技部等九部门关于印发《“十四五” 东西部科技合作实施方案》的通知
逐梦“十四五” 集群启征程 | 小北河镇:东北小镇用袜子链起全球市场
劳模风采 | 全国纺织工业劳动模范——刘毅:不忘初心抓主业 一心一意谋发展
劳模风采 | 全国纺织工业劳动模范——谷冬昭: 脚踏实地求发展,热血青春勇担当
劳模风采 | 全国纺织工业劳动模范——吴琦:站在新起点 再创新佳绩
转发 | 关于开展2022年老年用品产品推广目录申报工作的通知
辽宁省纺织服装协会 地址:沈阳市沈河区市府大路262-6号新华国金中心(天玺S-206B)
电话:024-86606283 | Email:LNGA@vip.163.com
辽宁省服装设计师协会 地址:沈阳市沈河区市府大路262-6号新华国金中心(天玺S-206C)
电话:024-86606281 | Email:LFDA2009@126.com
辽宁省纺织服装协会、辽宁省服装设计师协会版权所有©2014 辽ICP备2020011239号